Solidcam Mill Tutorial 395a4m
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report r6l17
Overview 4q3b3c
& View Solidcam Mill Tutorial as PDF for free.
More details 26j3b
- Words: 5,033
- Pages: 50
SOLIDCAM2000 Milling Quick Start Step 1
Loading the Design file
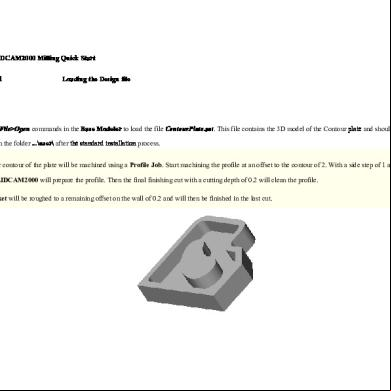
Steps: Choose the File>Open commands in the Base Modeler to load the file ContourPlate.sat. This file contains the 3D model of the Contour plate and should be located in the folder ...\\ after the standard installation process. The outer contour of the plate will be machined using a Profile Job. Start machining the profile at an offset to the contour of 2. With a side step of 1 and then 0.8, SOLIDCAM2000 will prepare the profile. Then the final finishing cut with a cutting depth of 0.2 will clean the profile. The Pocket will be roughed to a remaining offset on the wall of 0.2 and will then be finished in the last cut.
Step 2
Creating the 2DCAM Part
Note! All dimensions in this tutorial are in millimeters. We strongly recommend that you define the working units as millimeters before you start the part. Click here for an explanation on how to define it. In the SOLIDCAM Manager, click with the right mouse button on the field Part and select New>Milling.
In the Part data dialog, enter 2DCAM as the Part name and click on OK. SOLIDCAM2000 creates the Part and the fields in the lower section of the dialog will be activated.
Step 2.1
Defining the Home position
Click on the Home button.
Move the cursor to the corner of the model where theorigin of the global coordinate system is located. Snap to this point to choose it as the home origin. Left click on themouse to confirm.
Set the Part Upper Plane by clicking on the Part UpperPlane button. Click on a point on the top face of the model. Press OK in the Pick Part Upper Plane dialog. You should see "0" in the Part Upper Plane window. Set the Part Lower Plane by clicking on the Part LowerPlane button. Click on a point on the bottom face of the model. Press OK in the Pick Part Lower Plane dialog. You should see "-30" in the Part Lower Plane window. Confirm the Home data dialog with OK. Close the Home Edit dialog
with Finish. Save & Exit the Part data dialog. SOLIDCAM2000 Milling Quick Start Step 3
(powered by Base Modeler)
Adding a 2.5D Profile Job
Right click on the field Jobs and select the commands Add > Profile.
The Profile Job screen will be displayed.
Click on the Define button in the Geometry section to define the geometry that describes the profile contour.
Step 3.1
Defining the Profile Geometry
Click on the Add chain button of the Geometry Edit dialog.
In the Chain Options dialog, choose the Auto select > Constant Z option. When the edit bar prompts you to "Pick start curve", click on Edge 1 of the outside model contour. The edge will be highlighted, indicating the start point of the chain.
You will be prompted to "Pick point in chain direction". Click on Edge 2 to indicate the direction.
SOLIDCAM2000 will now trace the contour of the plate and display the message OK to accept? Confirm by clicking on Yes. Click on the Finish button of the Geometry Edit dialog. Enter Profile in the Geometry name dialog and confirm with OK.
SOLIDCAM2000 Milling Quick Start Step 3.2
(powered by Base Modeler)
Selecting the tool
Click on the Data button in the Tool area to define the tool used for this machining operation. As in the previous exercises, select a tool from the -defined tool table. Click on the Other tool table button in the field Select tool from:. Mark the tool table QuickStart with the mouse and load it by clicking on Open. Select Tool number 4 from the tool table, which has a diameter 18 end mill with a corner radius 0. Copy all the tool parameters to the job by clicking on Load & Exit. Close the Tool data dialog with OK.
SOLIDCAM2000 Milling Quick Start Step 3.3
(powered by Base Modeler)
Specifying Offsets and the Cutting direction
Offset on profile: A finish offset of 0.2 should remain on the outer contour. Finish: The Profile offset of 0.2 will be removed in the last cut (at full cutting depths). In case you select None, the profile offset of 0.2 would actually remain on the contour. Clear offset: Machining starts at an offset distance of 2 from the contour and continues at side steps of 1. You have selected the profile geometry in the clockwise direction. Therefore the tool has to move on the LEFT side of the geometry to machine the profile part on the outside. WithShowTool you can graphically check the location of the tool relative to the profile direction. Control the tool side to make sure the outside of the contour will be machined. Activate the Compensation field. When the
fieldCompensation is activated, SOLIDCAM2000 will use the tool radius compensation commands in the G-Code output.
SOLIDCAM2000 Milling Quick Start Step 3.4
(powered by Base Modeler)
Specifying the Approach movements
For both fields, Approach and Retreat, select the ARC option with value 5. In the arc option, the value defines the radius with which the tool will approach/retreat from the contour. SOLIDCAM2000 s various other strategies on how to move into/from the material. The Define start option enables you to choose any point on the contour to define where you want to begin machining. Snap on a point along the profile chain to define the start point. The Default start button will automatically select the start point of the selected chain as the approach point of the contour. Generate the toolpath with Save & Calculate. After SOLIDCAM2000 has completed the calculation, return to the CAM Manager by clicking on Exit.
SOLIDCAM2000 Milling Quick Start Step 4
Adding a 2.5D Pocket Job
With the right mouse button, click on the field of the recently created profile F_Profile_T1. Select the commands Add > Pocket. The Pocket Job screen is displayed. Click on the Define button in the Geometry section to select the geometry that describes the pocket contour. In SOLIDCAM you always have to define the outer contour of the pocket first. Closed profiles inside this outer contour are automatically identified as pocket islands. Use the Add chain > Auto select > Constant-
(powered by Base Modeler)
Z option and define the first chain. Add chain and select the Island, again using the Constant-Z option.
Close the Geometry Edit dialog with Finish. The Geometry name dialog will be displayed.
Enter pocket for the Geometry name and confirm the dialog with OK.
SOLIDCAM2000 Milling Quick Start Step 4.1
(powered by Base Modeler)
Selecting the tool and the milling levels
In the section Tool > Data, select the tool for the job again. In the Tool data dialog, go to Select tool from:> Current tool table to display the QuickStart tool table and choose Tool Number: 5, an End mill with a diameter of 14 mm. Copy all the tool parameters to the tool data dialog by clicking on Load & Exit. Close the Tool data dialog with OK. The machining is alwas performed in the negative Z direction entering positive values for depth and down steps. The pocket is20 mm deep and will be machined with single down steps of 5mm each. You can also use the buttons to pick the Z-values from the model.
Step 4.2
Pocket Parameters
In SOLIDCAM2000, you can define separate offsets remaining on the wall and the floor of the pocket and on the pocket islands. Set all values to 0.2. You can also specify whether you want to leave each offset on the part or you want to remove it up to the original contour with one last finishing cut. In the list field select the options WALL+FLOOR.
Make sure that all parameters on your screen are identical to the job screen below. Generate the toolpath with Save & Calculate. Use the Exit button to return to the SolidCAM Manager after SOLIDCAM2000 has completed the calculation.
SOLIDCAM2000 Milling Quick Start Step 5
Simulating the 2.5D Jobs
Now simulate both Jobs using the the on stockoptions.
(powered by Base Modeler)
SOLIDCAM2000 Milling Quick Start Step 6
(powered by Base Modeler)
G-code examples for the Fanuc controller
If you have an evaluation version with a software protection lock or a fully licensed version of SOLIDCAM2000, you can use the G-code >
Generate command to produce actual NC-programs. In SOLIDCAM2000, you can select a different CNC-controller and generate a DIN/ISO G-code file without changing any settings for the job. Listed below is the complete NC-program for a Fanuc controller for the pocket and profile job. Warning! G-code cannot be generated in the Demo version of SOLIDCAM2000. % O5000 (2DCAM.TAP) ( MCV-OP ) (29-AUG-2000) (SUBROUTINES: O1 .. O7) G90 G17 G80 G49 G40 G54 M98 P9011 M01 N1 M6 T1
G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99 X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11 X147.89 Y55.842
(TOOL -1- MILL DIA 18.0 R0. MM ) G90 G00 G40 G54 G43 H1 D31 G0 X-16. Y93.75 Z70. S1000 M3 M8 (----------------------) (F-PROFILE-T1 - PROFILE) (----------------------) G0 X-16. Y93.75 Z50. Z2. G1 Z-9. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11. G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11.
X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99 G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281
G1 X121. Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10. Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071 G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30.
G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159 G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79
G1 Y93.75 X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65. G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2 G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G0 Z50.
G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871 X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20.
X-16. Z-7. G1 Z-18. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11. G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11. G1 X121. Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10.
G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-8. G1 Z-15. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99 X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11
Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071 G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30. G1 Y93.75 X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65.
X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99 G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99
G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2 G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G0 Z50. X-16. Z-16. G1 Z-27. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11.
X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159 G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21
G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11. G1 X121. Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10. Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071
X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871 X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125.
G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30. G1 Y93.75 X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65. G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2
G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-13. G1 Z-19.8 F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99 X125.393 G2 X125.393 Y27.01 R34.61
G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G0 Z50. X-16. Z-25. G1 Z-30. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11. G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11. G1 X121.
G1 X133.804 Y22.11 X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99 G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89
Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10. Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071 G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30. G1 Y93.75
G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159 G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824
X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65. G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2 G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G1 X-14.2 Y98.95 F100 G2 X-9. Y93.75 R5.2
G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871 X132.871 Y77.79 X120.
G1 Y0. G3 X0. Y-9. R9. G1 X170. G3 X179. Y0. R9. G1 Y65. G3 X176.364 Y71.364 R9. G1 X146.364 Y101.364 G3 X140. Y104. R9. G1 X120. G2 X119. Y105. R1. G1 Y125. G3 X90. Y154. R29. G1 X20. G3 X-9. Y125. R29. G1 Y93.75 G2 X-14.2 Y88.55 R5.2 G1 Y93.75 G0 Z50. M98 P9011 M01
G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-17.8 G1 Z-20. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99
N2 M6 T2 (TOOL -2- MILL DIA 14.0 R0. MM ) G90 G00 G40 G54 G43 H2 D32 G0 X133.804 Y31.91 Z70. S1800 M3 M8 (--------------------) (P-POCKET-T2 - POCKET) (--------------------) G0 X133.804 Y31.91 Z50. Z2. G1 Z-5. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99
X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11 X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99
X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11 X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99
G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159
G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159
G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871
G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871
X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G1 X75.981 Y17.01 F600 G41 G1 Y10. X150. G3 X160. Y20. R10. G1 Y60.858 X135.858 Y85. X120. G2 X100. Y105. R20. G1 Y125. G3 X90. Y135. R10.
X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-3. G1 Z-10. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 Step
G-code examples for the
G1 X20. G3 X10. Y125. R10. G1 Y20. G3 X20. Y10. R10. G1 X75.981 G40 G1 Y17.01 X77.49 Y21.598 G41 G1 X79.742 Y28.447 G2 X30.457 Y81.327 R75. X58.374 Y91.792 R15. G3 X96.254 Y69.965 R40. G2 X95.069 Y25.132 R-22.5 X79.742 Y28.447 R75. G40 G1 X77.555 Y21.796 G0 Z50. M98 P9010 M30 %
6.1
Heidenhain controller
Customized SOLIDCAM2000 post-processors eliminate manual G-code editing and are available for all CNC-Contollers. Listed below is the complete NC-program, for a Heidenhain controller including sub-routines, for the pocket and profile job. Warning! G-code cannot be generated in the Demo version of SOLIDCAM2000.
0 BEGIN PGM 1000 MM 1 BLK FORM 0.1 Z X+0.000 Y+0.000 Z+0.000 2 BLK FORM 0.2 X+0.000 Y+0.000 Z+0.000 3 TOOL CALL 1 Z S 1250 4 L X+186.000 Y+48.750 Z+70.000 R0 F MAX M13 5 CALL LBL 1 REP 6 L Z+100.000 R0 F MAX M05
119 L Z+50.000 R F MAX M 120 L X+133.804 Y+31.910 R F MAX M 121 L Z-17.800 R F MAX M 122 L Z-20.000 R F200 M 123 CALL LBL 6 REP 124 CALL LBL 7 REP 125 L Z+50.000 R F MAX M 126 LBL 0
7 TOOL CALL 2 Z S 2000 8 L X+133.804 Y+31.910 Z+70.000 R0 F MAX M13 9 CALL LBL 2 REP 10 L Z+100.000 R F MAX M09 11 M30 12 LBL 1 13 L X+186.000 Y+48.750 Z+50.000 R F MAX M 14 L Z+2.000 R F MAX M 15 L Z-9.000 R F80 M 16 CALL LBL 4 REP 17 L Z+50.000 R F MAX M 18 L X+186.000 R F MAX M 19 L Z-7.000 R F MAX M 20 L Z-18.000 R F80 M 21 CALL LBL 4 REP 22 L Z+50.000 R F MAX M 23 L X+186.000 R F MAX M 24 L Z-16.000 R F MAX M
127 LBL 6 128 L X+138.090 Y+31.910 R F600 M 129 L Y+51.782 R F M 130 L X+136.584 Y+53.289 R F M 131 CR X+133.804 Y+31.910 R39.510 DR- R F M 132 L Y+27.010 R F M 133 L X+142.990 R F M 134 L Y+53.812 R F M 135 L X+128.812 Y+67.990 R F M 136 L X+125.393 R F M 137 CR X+125.393 Y+27.010 R34.610 DR- R F M 138 L X+133.804 R F M 139 L Y+22.110 R F M 140 L X+147.890 R F M 141 L Y+55.842 R F M 142 L X+130.842 Y+72.890 R F M 143 L X+120.000 R F M 144 CR X+109.724 Y+74.579 R32.110 DR- R F M 145 CR X+112.928 Y+22.110 R29.710 DR- R F M 146 L X+133.804 R F M
25 L Z-27.000 R F80 M 26 CALL LBL 4 REP 27 L Z+50.000 R F MAX M 28 L X+186.000 R F MAX M 29 L Z-25.000 R F MAX M 30 L Z-30.000 R F80 M 31 CALL LBL 4 REP 32 CALL LBL 5 REP 33 L Z+50.000 R F MAX M 34 LBL 0 35 LBL 4 36 L X+186.000 Y+53.750 R F300 M 37 CR X+181.000 Y+48.750 R5.000 DR+ R F M 38 L Y-9.200 R F M 39 CR X+179.200 Y-11.000 R1.800 DR- R F M 40 L X-9.200 R F M 41 CR X-11.000 Y-9.200 R1.800 DR- R F M 42 L Y+125.000 R F M 43 CR X+20.000 Y+156.000 R31.000 DR- R F M 44 L X+90.000 R F M
147 L X+124.270 Y+34.615 R F M 148 CR X+97.264 Y+77.209 R29.710 DR+ R F M 149 CR X+91.493 Y+77.606 R37.790 DR- R F M 150 L X+79.903 Y+92.808 R F M 151 CR X+78.090 Y+105.000 R41.910 DR- R F M 152 L Y+113.090 R F M 153 L X+60.349 R F M 154 CR X+72.722 Y+101.004 R32.010 DR- R F M 155 CR X+79.903 Y+92.808 R27.990 DR+ R F M 156 L X+76.916 Y+88.923 R F M 157 CR X+90.412 Y+82.767 R32.890 DR+ R F M 158 CR X+82.990 Y+105.000 R37.010 DR- R F M 159 L Y+117.990 R F M 160 L X+27.010 R F M 161 L Y+105.281 R F M 162 CR X+68.479 Y+98.554 R27.110 DR- R F M 163 CR X+76.916 Y+88.923 R32.890 DR+ R F M 164 L X+73.527 Y+85.352 R F M 165 CR X+64.235 Y+96.104 R37.790 DR- R F M 166 CR X+23.466 Y+79.561 R22.210 DR+ R F M
45 CR X+121.000 Y+125.000 R31.000 DR- R F M 46 L Y+106.000 R F M 47 L X+143.811 R F M 48 CR X+145.084 Y+105.473 R1.800 DR- R F M 49 L X+180.473 Y+70.084 R F M 50 CR X+181.000 Y+68.811 R1.800 DR- R F M 51 L Y+48.750 R F M 52 L X+180.000 R F M 53 L Y-9.200 R F M 54 CR X+179.200 Y-10.000 R0.800 DR- R F M 55 L X-9.200 R F M 56 CR X-10.000 Y-9.200 R0.800 DR- R F M 57 L Y+125.000 R F M 58 CR X+20.000 Y+155.000 R30.000 DR- R F M 59 L X+90.000 R F M 60 CR X+120.000 Y+125.000 R30.000 DR- R F M 61 L Y+105.000 R F M 62 L X+143.811 R F M
167 CR X+38.717 Y+48.665 R82.210 DR+ R F M 168 L X+31.910 Y+41.491 R F M 169 L Y+31.910 R F M 170 L X+40.953 R F M 171 CR X+31.910 Y+41.491 R92.010 DR- R F M 172 L X+27.010 R F M 173 L Y+27.010 R F M 174 L X+55.159 R F M 175 CR X+46.007 Y+33.964 R87.110 DR- R F M 176 CR X+27.010 Y+57.416 R87.110 DR- R F M 177 L Y+41.491 R F M 178 L X+69.907 Y+24.514 R F M 179 CR X+75.981 Y+22.110 R82.210 DR+ R F M 180 CR X+49.223 Y+37.662 R82.210 DR- R F M 181 CR X+23.466 Y+79.561 R82.210 DR- R F M 182 CR X+64.235 Y+96.104 R22.210 DR- R F M 183 CR X+97.264 Y+77.209 R37.790 DR+ R F M 184 CR X+94.289 Y+17.964 R-29.710 DR- R F M 185 CR X+75.981 Y+22.110 R82.210 DR- R F M 186 CR X+49.223 Y+37.662 R82.210 DR- R F M
63 CR X+144.376 Y+104.766 R0.800 DR- R F M 64 L X+179.766 Y+69.376 R F M 65 CR X+180.000 Y+68.811 R0.800 DR- R F M 66 L Y+48.750 R F M 67 L X+170.200 RL F M 68 L Y-0.200 R F M 69 L X-0.200 R F M 70 L Y+125.000 R F M 71 CR X+20.000 Y+145.200 R20.200 DR- R F M 72 L X+90.000 R F M 73 CR X+110.200 Y+125.000 R20.200 DR- R F M 74 L Y+105.000 R F M 75 CR X+120.000 Y+95.200 R9.800 DR+ R F M 76 L X+140.083 R F M 77 L X+170.200 Y+65.083 R F M 78 L Y+48.750 R F M 79 CR X+184.200 Y+34.750 R14.000 DR+ R F M 80 L Y+48.750 R0 F M
187 CR X+23.466 Y+79.561 R82.210 DR- R F M 188 CR X+64.235 Y+96.104 R22.210 DR- R F M 189 CR X+97.264 Y+77.209 R37.790 DR+ R F M 190 CR X+106.900 Y+75.684 R29.710 DR- R F M 191 CR X+87.890 Y+105.000 R32.110 DR- R F M 192 L Y+122.890 R F M 193 L X+22.110 R F M 194 L Y+22.110 R F M 195 L X+75.981 R F M 196 L Y+17.210 R F M 197 L X+150.000 R F M 198 CR X+152.790 Y+20.000 R2.790 DR+ R F M 199 L Y+57.871 R F M 200 L X+132.871 Y+77.790 R F M 201 L X+120.000 R F M 202 CR X+92.790 Y+105.000 R27.210 DR- R F M 203 L Y+125.000 R F M 204 CR X+90.000 Y+127.790 R2.790 DR+ R F M 205 L X+20.000 R F M 206 CR X+17.210 Y+125.000 R2.790 DR+ R F M
81 LBL 0 82 LBL 5 83 L X+184.200 Y+62.950 RL F300 M 84 CR X+170.000 Y+48.750 R14.200 DR+ R F M 85 L Y+0.000 R F M 86 L X+0.000 R F M 87 L Y+125.000 R F M 88 CR X+20.000 Y+145.000 R20.000 DR- R F M 89 L X+90.000 R F M 90 CR X+110.000 Y+125.000 R20.000 DR- R F M 91 L Y+105.000 R F M 92 CR X+120.000 Y+95.000 R10.000 DR+ R F M 93 L X+140.000 R F M 94 L X+170.000 Y+65.000 R F M 95 L Y+48.750 R F M 96 CR X+184.200 Y+34.550 R14.200 DR+ R F M
207 L Y+20.000 R F M 208 CR X+20.000 Y+17.210 R2.790 DR+ R F M 209 L X+75.981 R F M 210 LBL 0 211 LBL 7 212 L X+75.981 Y+17.010 R F600 M 213 L Y+10.000 RL F M 214 L X+150.000 R F M 215 CR X+160.000 Y+20.000 R10.000 DR+ R F M 216 L Y+60.858 R F M 217 L X+135.858 Y+85.000 R F M 218 L X+120.000 R F M 219 CR X+100.000 Y+105.000 R20.000 DR- R F M 220 L Y+125.000 R F M 221 CR X+90.000 Y+135.000 R10.000 DR+ R F M 222 L X+20.000 R F M 223 CR X+10.000 Y+125.000 R10.000 DR+ R F M 224 L Y+20.000 R F M 225 CR X+20.000 Y+10.000 R10.000 DR+ R F M 226 L X+75.981 R F M
97 L Y+48.750 R0 F M 98 LBL 0 99 LBL 2 100 L X+133.804 Y+31.910 Z+50.000 R F MAX M 101 L Z+2.000 R F MAX M 102 L Z-5.000 R F200 M 103 CALL LBL 6 REP 104 L Z+50.000 R F MAX M 105 L X+133.804 Y+31.910 R F MAX M 106 L Z-3.000 R F MAX M 107 L Z-10.000 R F200 M 108 CALL LBL 6 REP 109 L Z+50.000 R F MAX M 110 L X+133.804 Y+31.910 R F MAX M 111 L Z-8.000 R F MAX M 112 L Z-15.000 R F200 M 113 CALL LBL 6 REP 114 L Z+50.000 R F MAX M 115 L X+133.804 Y+31.910 R F MAX M
227 L Y+17.010 R0 F M 228 L X+77.490 Y+21.598 R F M 229 L X+79.742 Y+28.447 RL F M 230 CR X+53.954 Y+43.102 R75.000 DR- R F M 231 CR X+30.457 Y+81.327 R75.000 DR- R F M 232 CR X+57.991 Y+92.499 R15.000 DR- R F M 233 CR X+97.321 Y+69.999 R45.000 DR+ R F M 234 CR X+95.069 Y+25.132 R-22.500 DR- R F M 235 CR X+79.742 Y+28.447 R75.000 DR- R F M 236 L X+77.555 Y+21.796 R0 F M 237 LBL 0 238 END PGM 1000MM
116 L Z-13.000 R F MAX M 117 L Z-19.800 R F200 M 118 CALL LBL 6 REP
Loading the Design file
Steps: Choose the File>Open commands in the Base Modeler to load the file ContourPlate.sat. This file contains the 3D model of the Contour plate and should be located in the folder ...\\ after the standard installation process. The outer contour of the plate will be machined using a Profile Job. Start machining the profile at an offset to the contour of 2. With a side step of 1 and then 0.8, SOLIDCAM2000 will prepare the profile. Then the final finishing cut with a cutting depth of 0.2 will clean the profile. The Pocket will be roughed to a remaining offset on the wall of 0.2 and will then be finished in the last cut.
Step 2
Creating the 2DCAM Part
Note! All dimensions in this tutorial are in millimeters. We strongly recommend that you define the working units as millimeters before you start the part. Click here for an explanation on how to define it. In the SOLIDCAM Manager, click with the right mouse button on the field Part and select New>Milling.
In the Part data dialog, enter 2DCAM as the Part name and click on OK. SOLIDCAM2000 creates the Part and the fields in the lower section of the dialog will be activated.
Step 2.1
Defining the Home position
Click on the Home button.
Move the cursor to the corner of the model where theorigin of the global coordinate system is located. Snap to this point to choose it as the home origin. Left click on themouse to confirm.
Set the Part Upper Plane by clicking on the Part UpperPlane button. Click on a point on the top face of the model. Press OK in the Pick Part Upper Plane dialog. You should see "0" in the Part Upper Plane window. Set the Part Lower Plane by clicking on the Part LowerPlane button. Click on a point on the bottom face of the model. Press OK in the Pick Part Lower Plane dialog. You should see "-30" in the Part Lower Plane window. Confirm the Home data dialog with OK. Close the Home Edit dialog
with Finish. Save & Exit the Part data dialog. SOLIDCAM2000 Milling Quick Start Step 3
(powered by Base Modeler)
Adding a 2.5D Profile Job
Right click on the field Jobs and select the commands Add > Profile.
The Profile Job screen will be displayed.
Click on the Define button in the Geometry section to define the geometry that describes the profile contour.
Step 3.1
Defining the Profile Geometry
Click on the Add chain button of the Geometry Edit dialog.
In the Chain Options dialog, choose the Auto select > Constant Z option. When the edit bar prompts you to "Pick start curve", click on Edge 1 of the outside model contour. The edge will be highlighted, indicating the start point of the chain.
You will be prompted to "Pick point in chain direction". Click on Edge 2 to indicate the direction.
SOLIDCAM2000 will now trace the contour of the plate and display the message OK to accept? Confirm by clicking on Yes. Click on the Finish button of the Geometry Edit dialog. Enter Profile in the Geometry name dialog and confirm with OK.
SOLIDCAM2000 Milling Quick Start Step 3.2
(powered by Base Modeler)
Selecting the tool
Click on the Data button in the Tool area to define the tool used for this machining operation. As in the previous exercises, select a tool from the -defined tool table. Click on the Other tool table button in the field Select tool from:. Mark the tool table QuickStart with the mouse and load it by clicking on Open. Select Tool number 4 from the tool table, which has a diameter 18 end mill with a corner radius 0. Copy all the tool parameters to the job by clicking on Load & Exit. Close the Tool data dialog with OK.
SOLIDCAM2000 Milling Quick Start Step 3.3
(powered by Base Modeler)
Specifying Offsets and the Cutting direction
Offset on profile: A finish offset of 0.2 should remain on the outer contour. Finish: The Profile offset of 0.2 will be removed in the last cut (at full cutting depths). In case you select None, the profile offset of 0.2 would actually remain on the contour. Clear offset: Machining starts at an offset distance of 2 from the contour and continues at side steps of 1. You have selected the profile geometry in the clockwise direction. Therefore the tool has to move on the LEFT side of the geometry to machine the profile part on the outside. WithShowTool you can graphically check the location of the tool relative to the profile direction. Control the tool side to make sure the outside of the contour will be machined. Activate the Compensation field. When the
fieldCompensation is activated, SOLIDCAM2000 will use the tool radius compensation commands in the G-Code output.
SOLIDCAM2000 Milling Quick Start Step 3.4
(powered by Base Modeler)
Specifying the Approach movements
For both fields, Approach and Retreat, select the ARC option with value 5. In the arc option, the value defines the radius with which the tool will approach/retreat from the contour. SOLIDCAM2000 s various other strategies on how to move into/from the material. The Define start option enables you to choose any point on the contour to define where you want to begin machining. Snap on a point along the profile chain to define the start point. The Default start button will automatically select the start point of the selected chain as the approach point of the contour. Generate the toolpath with Save & Calculate. After SOLIDCAM2000 has completed the calculation, return to the CAM Manager by clicking on Exit.
SOLIDCAM2000 Milling Quick Start Step 4
Adding a 2.5D Pocket Job
With the right mouse button, click on the field of the recently created profile F_Profile_T1. Select the commands Add > Pocket. The Pocket Job screen is displayed. Click on the Define button in the Geometry section to select the geometry that describes the pocket contour. In SOLIDCAM you always have to define the outer contour of the pocket first. Closed profiles inside this outer contour are automatically identified as pocket islands. Use the Add chain > Auto select > Constant-
(powered by Base Modeler)
Z option and define the first chain. Add chain and select the Island, again using the Constant-Z option.
Close the Geometry Edit dialog with Finish. The Geometry name dialog will be displayed.
Enter pocket for the Geometry name and confirm the dialog with OK.
SOLIDCAM2000 Milling Quick Start Step 4.1
(powered by Base Modeler)
Selecting the tool and the milling levels
In the section Tool > Data, select the tool for the job again. In the Tool data dialog, go to Select tool from:> Current tool table to display the QuickStart tool table and choose Tool Number: 5, an End mill with a diameter of 14 mm. Copy all the tool parameters to the tool data dialog by clicking on Load & Exit. Close the Tool data dialog with OK. The machining is alwas performed in the negative Z direction entering positive values for depth and down steps. The pocket is20 mm deep and will be machined with single down steps of 5mm each. You can also use the buttons to pick the Z-values from the model.
Step 4.2
Pocket Parameters
In SOLIDCAM2000, you can define separate offsets remaining on the wall and the floor of the pocket and on the pocket islands. Set all values to 0.2. You can also specify whether you want to leave each offset on the part or you want to remove it up to the original contour with one last finishing cut. In the list field select the options WALL+FLOOR.
Make sure that all parameters on your screen are identical to the job screen below. Generate the toolpath with Save & Calculate. Use the Exit button to return to the SolidCAM Manager after SOLIDCAM2000 has completed the calculation.
SOLIDCAM2000 Milling Quick Start Step 5
Simulating the 2.5D Jobs
Now simulate both Jobs using the the on stockoptions.
(powered by Base Modeler)
SOLIDCAM2000 Milling Quick Start Step 6
(powered by Base Modeler)
G-code examples for the Fanuc controller
If you have an evaluation version with a software protection lock or a fully licensed version of SOLIDCAM2000, you can use the G-code >
Generate command to produce actual NC-programs. In SOLIDCAM2000, you can select a different CNC-controller and generate a DIN/ISO G-code file without changing any settings for the job. Listed below is the complete NC-program for a Fanuc controller for the pocket and profile job. Warning! G-code cannot be generated in the Demo version of SOLIDCAM2000. % O5000 (2DCAM.TAP) ( MCV-OP ) (29-AUG-2000) (SUBROUTINES: O1 .. O7) G90 G17 G80 G49 G40 G54 M98 P9011 M01 N1 M6 T1
G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99 X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11 X147.89 Y55.842
(TOOL -1- MILL DIA 18.0 R0. MM ) G90 G00 G40 G54 G43 H1 D31 G0 X-16. Y93.75 Z70. S1000 M3 M8 (----------------------) (F-PROFILE-T1 - PROFILE) (----------------------) G0 X-16. Y93.75 Z50. Z2. G1 Z-9. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11. G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11.
X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99 G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281
G1 X121. Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10. Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071 G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30.
G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159 G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79
G1 Y93.75 X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65. G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2 G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G0 Z50.
G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871 X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20.
X-16. Z-7. G1 Z-18. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11. G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11. G1 X121. Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10.
G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-8. G1 Z-15. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99 X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11
Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071 G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30. G1 Y93.75 X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65.
X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99 G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99
G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2 G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G0 Z50. X-16. Z-16. G1 Z-27. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11.
X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159 G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21
G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11. G1 X121. Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10. Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071
X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871 X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125.
G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30. G1 Y93.75 X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65. G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2
G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-13. G1 Z-19.8 F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99 X125.393 G2 X125.393 Y27.01 R34.61
G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G0 Z50. X-16. Z-25. G1 Z-30. F33 G1 X-16. Y98.75 F100 G2 X-11. Y93.75 R5. G1 Y0. G3 X0. Y-11. R11. G1 X170. G3 X181. Y0. R11. G1 Y65. G3 X177.778 Y72.778 R11. G1 X147.778 Y102.778 G3 X140. Y106. R11. G1 X121.
G1 X133.804 Y22.11 X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99 G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89
Y125. G3 X90. Y156. R31. G1 X20. G3 X-11. Y125. R31. G1 Y93.75 X-10. Y0. G3 X0. Y-10. R10. G1 X170. G3 X180. Y0. R10. G1 Y65. G3 X177.071 Y72.071 R10. G1 X147.071 Y102.071 G3 X140. Y105. R10. G1 X120. Y125. G3 X90. Y155. R30. G1 X20. G3 X-10. Y125. R30. G1 Y93.75
G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159 G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824
X-9.2 Y0. G3 X0. Y-9.2 R9.2 G1 X170. G3 X179.2 Y0. R9.2 G1 Y65. G3 X176.505 Y71.505 R9.2 G1 X146.505 Y101.505 G3 X140. Y104.2 R9.2 G1 X120. G2 X119.2 Y105. R0.8 G1 Y125. G3 X90. Y154.2 R29.2 G1 X20. G3 X-9.2 Y125. R29.2 G1 Y93.75 G2 X-14.2 Y88.75 R5. G1 Y93.75 G1 X-14.2 Y98.95 F100 G2 X-9. Y93.75 R5.2
G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871 X132.871 Y77.79 X120.
G1 Y0. G3 X0. Y-9. R9. G1 X170. G3 X179. Y0. R9. G1 Y65. G3 X176.364 Y71.364 R9. G1 X146.364 Y101.364 G3 X140. Y104. R9. G1 X120. G2 X119. Y105. R1. G1 Y125. G3 X90. Y154. R29. G1 X20. G3 X-9. Y125. R29. G1 Y93.75 G2 X-14.2 Y88.55 R5.2 G1 Y93.75 G0 Z50. M98 P9011 M01
G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-17.8 G1 Z-20. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99
N2 M6 T2 (TOOL -2- MILL DIA 14.0 R0. MM ) G90 G00 G40 G54 G43 H2 D32 G0 X133.804 Y31.91 Z70. S1800 M3 M8 (--------------------) (P-POCKET-T2 - POCKET) (--------------------) G0 X133.804 Y31.91 Z50. Z2. G1 Z-5. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 G1 Y27.01 X142.99 Y53.812 X128.812 Y67.99
X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11 X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99
X125.393 G2 X125.393 Y27.01 R34.61 G1 X133.804 Y22.11 X147.89 Y55.842 X130.842 Y72.89 X120. G2 X109.724 Y74.579 R32.11 X112.928 Y22.11 R29.71 G1 X133.804 X124.228 Y34.528 G3 X95.855 Y77.164 R29.71 G2 X91.302 Y77.229 R32.79 G1 X80.345 Y91.437 G2 X78.09 Y105. R41.91 G1 Y113.09 X60.349 G2 X73.54 Y99.494 R32.01 G3 X80.345 Y91.437 R22.99
G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159
G1 X77.427 Y87.501 G3 X90.849 Y82.197 R27.89 G2 X82.99 Y105. R37.01 G1 Y117.99 X27.01 Y105.281 G2 X69.172 Y97.275 R27.11 G3 X77.427 Y87.501 R27.89 G1 X73.951 Y83.987 G2 X64.803 Y95.057 R32.79 G3 X23.466 Y79.561 R22.21 X38.846 Y48.502 R82.21 G1 X31.91 Y41.491 Y31.91 X40.953 G2 X31.91 Y41.491 R92.01 G1 X35.705 Y44.591 G2 X27.01 Y57.416 R87.11 G1 Y27.01 X55.159
G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871
G2 X35.705 Y44.591 R87.11 G1 X51.411 Y35.824 G3 X75.981 Y22.11 R82.21 G2 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X94.289 Y17.964 R-29.71 X23.466 Y79.561 R82.21 X64.803 Y95.057 R22.21 G3 X95.855 Y77.164 R32.79 G2 X106.9 Y75.684 R29.71 X87.89 Y105. R32.11 G1 Y122.89 X22.11 Y22.11 X75.981 Y17.21 X150. G3 X152.79 Y20. R2.79 G1 Y57.871
X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G1 X75.981 Y17.01 F600 G41 G1 Y10. X150. G3 X160. Y20. R10. G1 Y60.858 X135.858 Y85. X120. G2 X100. Y105. R20. G1 Y125. G3 X90. Y135. R10.
X132.871 Y77.79 X120. G2 X92.79 Y105. R27.21 G1 Y125. G3 X90. Y127.79 R2.79 G1 X20. G3 X17.21 Y125. R2.79 G1 Y20. G3 X20. Y17.21 R2.79 G1 X75.981 G0 Z50. X133.804 Y31.91 Z-3. G1 Z-10. F200 G1 X138.09 Y31.91 F600 Y51.782 X136.584 Y53.289 G2 X133.804 Y31.91 R39.51 Step
G-code examples for the
G1 X20. G3 X10. Y125. R10. G1 Y20. G3 X20. Y10. R10. G1 X75.981 G40 G1 Y17.01 X77.49 Y21.598 G41 G1 X79.742 Y28.447 G2 X30.457 Y81.327 R75. X58.374 Y91.792 R15. G3 X96.254 Y69.965 R40. G2 X95.069 Y25.132 R-22.5 X79.742 Y28.447 R75. G40 G1 X77.555 Y21.796 G0 Z50. M98 P9010 M30 %
6.1
Heidenhain controller
Customized SOLIDCAM2000 post-processors eliminate manual G-code editing and are available for all CNC-Contollers. Listed below is the complete NC-program, for a Heidenhain controller including sub-routines, for the pocket and profile job. Warning! G-code cannot be generated in the Demo version of SOLIDCAM2000.
0 BEGIN PGM 1000 MM 1 BLK FORM 0.1 Z X+0.000 Y+0.000 Z+0.000 2 BLK FORM 0.2 X+0.000 Y+0.000 Z+0.000 3 TOOL CALL 1 Z S 1250 4 L X+186.000 Y+48.750 Z+70.000 R0 F MAX M13 5 CALL LBL 1 REP 6 L Z+100.000 R0 F MAX M05
119 L Z+50.000 R F MAX M 120 L X+133.804 Y+31.910 R F MAX M 121 L Z-17.800 R F MAX M 122 L Z-20.000 R F200 M 123 CALL LBL 6 REP 124 CALL LBL 7 REP 125 L Z+50.000 R F MAX M 126 LBL 0
7 TOOL CALL 2 Z S 2000 8 L X+133.804 Y+31.910 Z+70.000 R0 F MAX M13 9 CALL LBL 2 REP 10 L Z+100.000 R F MAX M09 11 M30 12 LBL 1 13 L X+186.000 Y+48.750 Z+50.000 R F MAX M 14 L Z+2.000 R F MAX M 15 L Z-9.000 R F80 M 16 CALL LBL 4 REP 17 L Z+50.000 R F MAX M 18 L X+186.000 R F MAX M 19 L Z-7.000 R F MAX M 20 L Z-18.000 R F80 M 21 CALL LBL 4 REP 22 L Z+50.000 R F MAX M 23 L X+186.000 R F MAX M 24 L Z-16.000 R F MAX M
127 LBL 6 128 L X+138.090 Y+31.910 R F600 M 129 L Y+51.782 R F M 130 L X+136.584 Y+53.289 R F M 131 CR X+133.804 Y+31.910 R39.510 DR- R F M 132 L Y+27.010 R F M 133 L X+142.990 R F M 134 L Y+53.812 R F M 135 L X+128.812 Y+67.990 R F M 136 L X+125.393 R F M 137 CR X+125.393 Y+27.010 R34.610 DR- R F M 138 L X+133.804 R F M 139 L Y+22.110 R F M 140 L X+147.890 R F M 141 L Y+55.842 R F M 142 L X+130.842 Y+72.890 R F M 143 L X+120.000 R F M 144 CR X+109.724 Y+74.579 R32.110 DR- R F M 145 CR X+112.928 Y+22.110 R29.710 DR- R F M 146 L X+133.804 R F M
25 L Z-27.000 R F80 M 26 CALL LBL 4 REP 27 L Z+50.000 R F MAX M 28 L X+186.000 R F MAX M 29 L Z-25.000 R F MAX M 30 L Z-30.000 R F80 M 31 CALL LBL 4 REP 32 CALL LBL 5 REP 33 L Z+50.000 R F MAX M 34 LBL 0 35 LBL 4 36 L X+186.000 Y+53.750 R F300 M 37 CR X+181.000 Y+48.750 R5.000 DR+ R F M 38 L Y-9.200 R F M 39 CR X+179.200 Y-11.000 R1.800 DR- R F M 40 L X-9.200 R F M 41 CR X-11.000 Y-9.200 R1.800 DR- R F M 42 L Y+125.000 R F M 43 CR X+20.000 Y+156.000 R31.000 DR- R F M 44 L X+90.000 R F M
147 L X+124.270 Y+34.615 R F M 148 CR X+97.264 Y+77.209 R29.710 DR+ R F M 149 CR X+91.493 Y+77.606 R37.790 DR- R F M 150 L X+79.903 Y+92.808 R F M 151 CR X+78.090 Y+105.000 R41.910 DR- R F M 152 L Y+113.090 R F M 153 L X+60.349 R F M 154 CR X+72.722 Y+101.004 R32.010 DR- R F M 155 CR X+79.903 Y+92.808 R27.990 DR+ R F M 156 L X+76.916 Y+88.923 R F M 157 CR X+90.412 Y+82.767 R32.890 DR+ R F M 158 CR X+82.990 Y+105.000 R37.010 DR- R F M 159 L Y+117.990 R F M 160 L X+27.010 R F M 161 L Y+105.281 R F M 162 CR X+68.479 Y+98.554 R27.110 DR- R F M 163 CR X+76.916 Y+88.923 R32.890 DR+ R F M 164 L X+73.527 Y+85.352 R F M 165 CR X+64.235 Y+96.104 R37.790 DR- R F M 166 CR X+23.466 Y+79.561 R22.210 DR+ R F M
45 CR X+121.000 Y+125.000 R31.000 DR- R F M 46 L Y+106.000 R F M 47 L X+143.811 R F M 48 CR X+145.084 Y+105.473 R1.800 DR- R F M 49 L X+180.473 Y+70.084 R F M 50 CR X+181.000 Y+68.811 R1.800 DR- R F M 51 L Y+48.750 R F M 52 L X+180.000 R F M 53 L Y-9.200 R F M 54 CR X+179.200 Y-10.000 R0.800 DR- R F M 55 L X-9.200 R F M 56 CR X-10.000 Y-9.200 R0.800 DR- R F M 57 L Y+125.000 R F M 58 CR X+20.000 Y+155.000 R30.000 DR- R F M 59 L X+90.000 R F M 60 CR X+120.000 Y+125.000 R30.000 DR- R F M 61 L Y+105.000 R F M 62 L X+143.811 R F M
167 CR X+38.717 Y+48.665 R82.210 DR+ R F M 168 L X+31.910 Y+41.491 R F M 169 L Y+31.910 R F M 170 L X+40.953 R F M 171 CR X+31.910 Y+41.491 R92.010 DR- R F M 172 L X+27.010 R F M 173 L Y+27.010 R F M 174 L X+55.159 R F M 175 CR X+46.007 Y+33.964 R87.110 DR- R F M 176 CR X+27.010 Y+57.416 R87.110 DR- R F M 177 L Y+41.491 R F M 178 L X+69.907 Y+24.514 R F M 179 CR X+75.981 Y+22.110 R82.210 DR+ R F M 180 CR X+49.223 Y+37.662 R82.210 DR- R F M 181 CR X+23.466 Y+79.561 R82.210 DR- R F M 182 CR X+64.235 Y+96.104 R22.210 DR- R F M 183 CR X+97.264 Y+77.209 R37.790 DR+ R F M 184 CR X+94.289 Y+17.964 R-29.710 DR- R F M 185 CR X+75.981 Y+22.110 R82.210 DR- R F M 186 CR X+49.223 Y+37.662 R82.210 DR- R F M
63 CR X+144.376 Y+104.766 R0.800 DR- R F M 64 L X+179.766 Y+69.376 R F M 65 CR X+180.000 Y+68.811 R0.800 DR- R F M 66 L Y+48.750 R F M 67 L X+170.200 RL F M 68 L Y-0.200 R F M 69 L X-0.200 R F M 70 L Y+125.000 R F M 71 CR X+20.000 Y+145.200 R20.200 DR- R F M 72 L X+90.000 R F M 73 CR X+110.200 Y+125.000 R20.200 DR- R F M 74 L Y+105.000 R F M 75 CR X+120.000 Y+95.200 R9.800 DR+ R F M 76 L X+140.083 R F M 77 L X+170.200 Y+65.083 R F M 78 L Y+48.750 R F M 79 CR X+184.200 Y+34.750 R14.000 DR+ R F M 80 L Y+48.750 R0 F M
187 CR X+23.466 Y+79.561 R82.210 DR- R F M 188 CR X+64.235 Y+96.104 R22.210 DR- R F M 189 CR X+97.264 Y+77.209 R37.790 DR+ R F M 190 CR X+106.900 Y+75.684 R29.710 DR- R F M 191 CR X+87.890 Y+105.000 R32.110 DR- R F M 192 L Y+122.890 R F M 193 L X+22.110 R F M 194 L Y+22.110 R F M 195 L X+75.981 R F M 196 L Y+17.210 R F M 197 L X+150.000 R F M 198 CR X+152.790 Y+20.000 R2.790 DR+ R F M 199 L Y+57.871 R F M 200 L X+132.871 Y+77.790 R F M 201 L X+120.000 R F M 202 CR X+92.790 Y+105.000 R27.210 DR- R F M 203 L Y+125.000 R F M 204 CR X+90.000 Y+127.790 R2.790 DR+ R F M 205 L X+20.000 R F M 206 CR X+17.210 Y+125.000 R2.790 DR+ R F M
81 LBL 0 82 LBL 5 83 L X+184.200 Y+62.950 RL F300 M 84 CR X+170.000 Y+48.750 R14.200 DR+ R F M 85 L Y+0.000 R F M 86 L X+0.000 R F M 87 L Y+125.000 R F M 88 CR X+20.000 Y+145.000 R20.000 DR- R F M 89 L X+90.000 R F M 90 CR X+110.000 Y+125.000 R20.000 DR- R F M 91 L Y+105.000 R F M 92 CR X+120.000 Y+95.000 R10.000 DR+ R F M 93 L X+140.000 R F M 94 L X+170.000 Y+65.000 R F M 95 L Y+48.750 R F M 96 CR X+184.200 Y+34.550 R14.200 DR+ R F M
207 L Y+20.000 R F M 208 CR X+20.000 Y+17.210 R2.790 DR+ R F M 209 L X+75.981 R F M 210 LBL 0 211 LBL 7 212 L X+75.981 Y+17.010 R F600 M 213 L Y+10.000 RL F M 214 L X+150.000 R F M 215 CR X+160.000 Y+20.000 R10.000 DR+ R F M 216 L Y+60.858 R F M 217 L X+135.858 Y+85.000 R F M 218 L X+120.000 R F M 219 CR X+100.000 Y+105.000 R20.000 DR- R F M 220 L Y+125.000 R F M 221 CR X+90.000 Y+135.000 R10.000 DR+ R F M 222 L X+20.000 R F M 223 CR X+10.000 Y+125.000 R10.000 DR+ R F M 224 L Y+20.000 R F M 225 CR X+20.000 Y+10.000 R10.000 DR+ R F M 226 L X+75.981 R F M
97 L Y+48.750 R0 F M 98 LBL 0 99 LBL 2 100 L X+133.804 Y+31.910 Z+50.000 R F MAX M 101 L Z+2.000 R F MAX M 102 L Z-5.000 R F200 M 103 CALL LBL 6 REP 104 L Z+50.000 R F MAX M 105 L X+133.804 Y+31.910 R F MAX M 106 L Z-3.000 R F MAX M 107 L Z-10.000 R F200 M 108 CALL LBL 6 REP 109 L Z+50.000 R F MAX M 110 L X+133.804 Y+31.910 R F MAX M 111 L Z-8.000 R F MAX M 112 L Z-15.000 R F200 M 113 CALL LBL 6 REP 114 L Z+50.000 R F MAX M 115 L X+133.804 Y+31.910 R F MAX M
227 L Y+17.010 R0 F M 228 L X+77.490 Y+21.598 R F M 229 L X+79.742 Y+28.447 RL F M 230 CR X+53.954 Y+43.102 R75.000 DR- R F M 231 CR X+30.457 Y+81.327 R75.000 DR- R F M 232 CR X+57.991 Y+92.499 R15.000 DR- R F M 233 CR X+97.321 Y+69.999 R45.000 DR+ R F M 234 CR X+95.069 Y+25.132 R-22.500 DR- R F M 235 CR X+79.742 Y+28.447 R75.000 DR- R F M 236 L X+77.555 Y+21.796 R0 F M 237 LBL 0 238 END PGM 1000MM
116 L Z-13.000 R F MAX M 117 L Z-19.800 R F200 M 118 CALL LBL 6 REP
Related Documents 171j1w
Solidcam Mill Tutorial 395a4m
October 2021 0
Tutorial Solidcam 4n572
May 2022 0
Mastercam - X4 - Mill Training Tutorial 2q334
October 2019 102
Camworks Tutorial Mill And Turn 2e3r41
December 2019 49
Solidcam Apuntes 2006 V 55 Manual Tutorial 3x5e30
May 2021 0