Proses Wire Drawing, Penarikan Kawat _ Ardra r5222
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report r6l17
Overview 4q3b3c
& View Proses Wire Drawing, Penarikan Kawat _ Ardra as PDF for free.
More details 26j3b
- Words: 729
- Pages: 4
4/4/2016
Proses Wire Drawing, Penarikan Kawat | ardra.biz
ardra.biz moralitas, mentalitas, intelektualitas
Proses Wire Drawing, Penarikan Kawat
Pengertian Definisi Proses Penarikan Kawat, Wire Drawing Proses wire drawing, penarikan kawat merupakan suatu proses pembentukan logam dengan cara menarik wire rod, kawat batangan, melalui dies atau cetakan oleh gaya tarik yang bekerja pada bagian luar dan ditarik ke arah luar dies, cetakan. Terjadinya aliran plastis pada pembentukan ini disebabkan oleh adanya gaya tekan yang timbul sebagai reaksi dari logam terhadap cetakan.
Proses Pembentukan Logam Teknologi Wire Drawing, Animasi.
Tujuan utama dari penarikan kawat adalah untuk mengecilkan diameter batang kawat, wire rod. Batang Kawat berdiameter D1 direduksi dengan memberi gaya tarik melalui cetakan menjadi kawat beriameter D2. Sehingga terjadi reduksi area atau pengurangan luas penampang yang dinyatakan dengan formula berikut: r = reduksi area = 1 – (D2/D1)2
Wire Drawing Adalah Proses Cold Forming Disebut Cold Drawing Proses penarikan kawat umumnya dilakukan pada temperatur rendah atau temperature ruang, sehingga pembentukan ini disebut sebagai cold drawing. Pada proses penarikan terjadi deformasi yang cukup besar, sehingga sering terjadi peningkatan temperatur yang relatif besar. Dengan demikian pada proses penarikan kawat digunakan pelumas yang mampu mengurangi dan tahan terhadap pengaruh panas yang timbul akibat gesekan. http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
1/4
4/4/2016
Proses Wire Drawing, Penarikan Kawat | ardra.biz
Selain itu pelumas juga berfungsi sebagai media pendingin. Air merupakan media pendingin yang biasa digunakan untuk mengurangi efek panas yang ditimbulkan selama proses deformasi. Skematika cetakan untuk wire drawing ditunjukan pada Gambar 2. Konstruksi tempat masuknya logam ke cetakan (die) dibuat sedemikian, sehingga kawat yang masuk cetakan akan menarik pelumas bersama dengan masuknya batang kawat. Bentuk lonceng dibuat agar dapat meningkatkan tekanan hidrostatis dan memindahkan aliran pelumas.
Gambar 2. Skematika Die Untuk Wire Drawing, Penarikan Kawat
Sudut reduksi (reduction angle) adalah bagian dari cetakan di mana terjadi reduksi diameter. Sudut reduksi ini merupakan variabel dies yang sangat penting dalam proses wire drawing. Pada daerah bantalan (bearing) tidak terjadi reduksi diameter, namun menambah gesekan pada permukaan kawat. Fungsi utama daerah permukaan bantalan adalah untuk memastikan diameter dan roundness kawat sesuai dengan targetnya. Tirus belakang (back relief) pada dies memungkinkan kawat untuk mengembang sedikit, setelah kawat keluar dari cetakan.
Gambar 3. Dies Untuk Wire Drawing, Penarikan Dalam
Batas Reduksi Pada Wire Drawing Pada umumnya reduksi penampang untuk setiap tahap dies atau draft tidak lebih dari 30 – 35%. Untuk mendapatkan diameter akhir dengan total lebih besar dari 35 %, maka diperlukan reduksi ganda atau bertahap untuk mencapai reduksi keseluruhan. Diameter kawat berkurang setelah melalui dies tertentu, sedangkan kecepatan dan panjang kawat bertambah. Jadi kecepatan setiap blok atau capstan harus bertambah besar agar tidak terjadi slip antara kawat dan blok. Hal ini dapat dicapai bila kecepatan setiap blok atur dengan memasang motor tersendiri. Bila kecepatan kawat dan kecepatan blok tidak sesuai, maka kawat akan menggeser pada blok sewaktu berputar. Hal ini dapat menyebabkan terjadinya gesekan berlebihan yang menimbulkan panas. http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
2/4
4/4/2016
Proses Wire Drawing, Penarikan Kawat | ardra.biz
Gambar 4. Skematika Mesin Wire Drawing, Penarikan Kawat
Gambar 5. Mesin Penarikan Kawat, Wire Drawing
Batas Temperatur Wire Drawing Peningkatan temperatur pada operasi wire drawing merupakan hal yang umum terjadi. Meskipun penarikan batang kawat biasanya dilakukan pada kondisi dingin. Deformasi plastik dan gesekan akan menaikkan temperatur kawat hingga beberapa puluh derajat celcius. Sebagian panas akan dilepaskan pada pendingin blok dan dies. Namun, karena panas yang diserap blok dan cetakan relatif kecil, maka kenaikan temperatur menjadi relatif besar. Selama proses deformasi, temperatur kawat tidak boleh melebihi dari 160 celcius. Temperatur yang terlalu tinggi dapat merubah sifatsifat metalurgis kawat. Baca Artikel Terkait Proses Wire Drawing, KLIK Judul Di Bawah 1. Zona Deformasi Proses Wire Drawing, Penarikan Kawat 2. Parameter Proses Penarikan Kawat, Wire Drawing 3. Strain Hardening, Pengerasan Regang Pada Logam Pustaka: 1. Thomas Maxwell, 2001, “Maintenance, Design, Measuring And Pressure Lubrication Of The Wire Drawing Die”,Wire Journal International, Vol. 34, Number 5. May. 2. Pearce, R., 1991, “Sheet Metal Forming,” The Adam Higler Series on New Manufacturing processes and Materials, 3. Hosford, W. F., 1993, “Metal Forming, Mechanics & Metallurgy”, Second edition, PrinticeHill, Inc., New Jersey. 4. Lange, K. 1985, “Handbook of Metal Forming”, MC GrawHill, New Jersey 5. Backofen, W. A., 1972, “Deformation Processing”, AddisonWilley Publishing Company, Massachusett. 6. Dieter, G.E., 1986,”Mechanical Metallurgy”, Mc. GrawHill, New Jersey
http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
3/4
4/4/2016
Proses Wire Drawing, Penarikan Kawat | ardra.biz
Gambar: 1. http://ardra.biz 2. http://www.wireworld.com/seminarwiredrawing 3. http://www.alibaba.com/producttp 4. http://www.indiamart.com/deebadiesandtools/products.html 5. http://www.tradenote.net/dies_3
ardra.biz Dengan bangga menggunakan WordPress
http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
4/4
Proses Wire Drawing, Penarikan Kawat | ardra.biz
ardra.biz moralitas, mentalitas, intelektualitas
Proses Wire Drawing, Penarikan Kawat
Pengertian Definisi Proses Penarikan Kawat, Wire Drawing Proses wire drawing, penarikan kawat merupakan suatu proses pembentukan logam dengan cara menarik wire rod, kawat batangan, melalui dies atau cetakan oleh gaya tarik yang bekerja pada bagian luar dan ditarik ke arah luar dies, cetakan. Terjadinya aliran plastis pada pembentukan ini disebabkan oleh adanya gaya tekan yang timbul sebagai reaksi dari logam terhadap cetakan.
Proses Pembentukan Logam Teknologi Wire Drawing, Animasi.
Tujuan utama dari penarikan kawat adalah untuk mengecilkan diameter batang kawat, wire rod. Batang Kawat berdiameter D1 direduksi dengan memberi gaya tarik melalui cetakan menjadi kawat beriameter D2. Sehingga terjadi reduksi area atau pengurangan luas penampang yang dinyatakan dengan formula berikut: r = reduksi area = 1 – (D2/D1)2
Wire Drawing Adalah Proses Cold Forming Disebut Cold Drawing Proses penarikan kawat umumnya dilakukan pada temperatur rendah atau temperature ruang, sehingga pembentukan ini disebut sebagai cold drawing. Pada proses penarikan terjadi deformasi yang cukup besar, sehingga sering terjadi peningkatan temperatur yang relatif besar. Dengan demikian pada proses penarikan kawat digunakan pelumas yang mampu mengurangi dan tahan terhadap pengaruh panas yang timbul akibat gesekan. http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
1/4
4/4/2016
Proses Wire Drawing, Penarikan Kawat | ardra.biz
Selain itu pelumas juga berfungsi sebagai media pendingin. Air merupakan media pendingin yang biasa digunakan untuk mengurangi efek panas yang ditimbulkan selama proses deformasi. Skematika cetakan untuk wire drawing ditunjukan pada Gambar 2. Konstruksi tempat masuknya logam ke cetakan (die) dibuat sedemikian, sehingga kawat yang masuk cetakan akan menarik pelumas bersama dengan masuknya batang kawat. Bentuk lonceng dibuat agar dapat meningkatkan tekanan hidrostatis dan memindahkan aliran pelumas.
Gambar 2. Skematika Die Untuk Wire Drawing, Penarikan Kawat
Sudut reduksi (reduction angle) adalah bagian dari cetakan di mana terjadi reduksi diameter. Sudut reduksi ini merupakan variabel dies yang sangat penting dalam proses wire drawing. Pada daerah bantalan (bearing) tidak terjadi reduksi diameter, namun menambah gesekan pada permukaan kawat. Fungsi utama daerah permukaan bantalan adalah untuk memastikan diameter dan roundness kawat sesuai dengan targetnya. Tirus belakang (back relief) pada dies memungkinkan kawat untuk mengembang sedikit, setelah kawat keluar dari cetakan.
Gambar 3. Dies Untuk Wire Drawing, Penarikan Dalam
Batas Reduksi Pada Wire Drawing Pada umumnya reduksi penampang untuk setiap tahap dies atau draft tidak lebih dari 30 – 35%. Untuk mendapatkan diameter akhir dengan total lebih besar dari 35 %, maka diperlukan reduksi ganda atau bertahap untuk mencapai reduksi keseluruhan. Diameter kawat berkurang setelah melalui dies tertentu, sedangkan kecepatan dan panjang kawat bertambah. Jadi kecepatan setiap blok atau capstan harus bertambah besar agar tidak terjadi slip antara kawat dan blok. Hal ini dapat dicapai bila kecepatan setiap blok atur dengan memasang motor tersendiri. Bila kecepatan kawat dan kecepatan blok tidak sesuai, maka kawat akan menggeser pada blok sewaktu berputar. Hal ini dapat menyebabkan terjadinya gesekan berlebihan yang menimbulkan panas. http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
2/4
4/4/2016
Proses Wire Drawing, Penarikan Kawat | ardra.biz
Gambar 4. Skematika Mesin Wire Drawing, Penarikan Kawat
Gambar 5. Mesin Penarikan Kawat, Wire Drawing
Batas Temperatur Wire Drawing Peningkatan temperatur pada operasi wire drawing merupakan hal yang umum terjadi. Meskipun penarikan batang kawat biasanya dilakukan pada kondisi dingin. Deformasi plastik dan gesekan akan menaikkan temperatur kawat hingga beberapa puluh derajat celcius. Sebagian panas akan dilepaskan pada pendingin blok dan dies. Namun, karena panas yang diserap blok dan cetakan relatif kecil, maka kenaikan temperatur menjadi relatif besar. Selama proses deformasi, temperatur kawat tidak boleh melebihi dari 160 celcius. Temperatur yang terlalu tinggi dapat merubah sifatsifat metalurgis kawat. Baca Artikel Terkait Proses Wire Drawing, KLIK Judul Di Bawah 1. Zona Deformasi Proses Wire Drawing, Penarikan Kawat 2. Parameter Proses Penarikan Kawat, Wire Drawing 3. Strain Hardening, Pengerasan Regang Pada Logam Pustaka: 1. Thomas Maxwell, 2001, “Maintenance, Design, Measuring And Pressure Lubrication Of The Wire Drawing Die”,Wire Journal International, Vol. 34, Number 5. May. 2. Pearce, R., 1991, “Sheet Metal Forming,” The Adam Higler Series on New Manufacturing processes and Materials, 3. Hosford, W. F., 1993, “Metal Forming, Mechanics & Metallurgy”, Second edition, PrinticeHill, Inc., New Jersey. 4. Lange, K. 1985, “Handbook of Metal Forming”, MC GrawHill, New Jersey 5. Backofen, W. A., 1972, “Deformation Processing”, AddisonWilley Publishing Company, Massachusett. 6. Dieter, G.E., 1986,”Mechanical Metallurgy”, Mc. GrawHill, New Jersey
http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
3/4
4/4/2016
Proses Wire Drawing, Penarikan Kawat | ardra.biz
Gambar: 1. http://ardra.biz 2. http://www.wireworld.com/seminarwiredrawing 3. http://www.alibaba.com/producttp 4. http://www.indiamart.com/deebadiesandtools/products.html 5. http://www.tradenote.net/dies_3
ardra.biz Dengan bangga menggunakan WordPress
http://ardra.biz/sainteknologi/metalurgi/pembentukanlogammetalforming/wiredrawingpenarikankawat/
4/4
Related Documents 171j1w

Proses Wire Drawing, Penarikan Kawat _ Ardra r5222
December 2019 93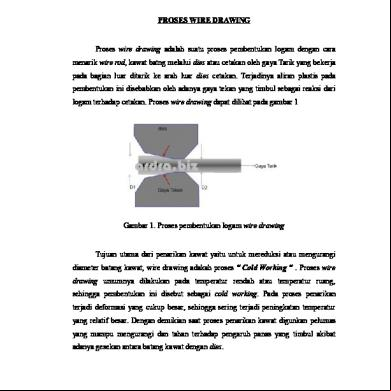
Proses Wire Drawing 335c2g
December 2019 29
Lecture 22a Wire Drawing 3w2f48
July 2021 0
Bab Ii Wire Drawing 6pk1y
April 2020 26
Kawat Kebombaan 5j93k
October 2019 29
Ardra Nakshatra 1o3i1k
December 2019 129More Documents from "Dhony Choirudin" 723o3v
Proses Wire Drawing, Penarikan Kawat _ Ardra r5222
December 2019 93
Modul Sistem Periodik 1b515u
May 2020 7
Proposal Pelatihan Ponek.doc 352u4s
November 2020 0
Dasar-pemrograman-android.pdf 2e1j67
May 2020 19
Pedoman Ppdb Banten 2018 Rev 5y3m2q
November 2019 21