Ch 7 Milling 2x6b72
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report r6l17
Overview 4q3b3c
& View Ch 7 Milling as PDF for free.
More details 26j3b
- Words: 1,813
- Pages: 54
Millin g By S K Mondal
Video
Milling Milling machines of various types are widely used for the following purposes using proper cutting tools called milling cutters: Flat surface in vertical, horizontal and inclined planes Making slots or ribs of various sections Slitting or parting Often producing surfaces of revolution Making helical grooves like flutes of the drills Long thread milling on large lead screws, power screws, worms etc and short thread milling for small size fastening screws, bolts etc.
Milling 2-D contouring like cam profiles, clutches etc and
3-D contouring like die or mould cavities Cutting teeth in piece or batch production of spur
gears, straight toothed bevel gears, worm wheels, sprockets, clutches etc. Producing
some salient features like grooves,
flutes, gushing and profiles in various cutting tools, e.g., drills, taps, reamers, hobs, gear shaping cutters etc.
Up milling and down milling
Video-1: Down mill ing Video-2: down mill ing
Up milling and down milling In down milling, though the cut starts with a full
chip thickness, the cut gradually reduces to zero. This helps in eliminating the feed marks present in the case of up milling and consequently better surface finish. Climb milling also allows greater feeds per tooth and longer cutting life between regrinds than the conventional milling. Up milling needs stronger holding of the job and down milling needs backlash free screw-nut systems for feeding.
Advantages of Down Milling 1. Suited to machine thin and hard-to-hold parts since the workpiece is forced against the table or holding device by the cutter. 2. Work need not be clamped as tightly. 3. Consistent parallelism and size may be maintained, particularly on thin parts. 4. It may be used where breakout at the edge of the workpiece could not be tolerated. 5. It requires upto 20% less power to cut by this method. 6. It may be used when cutting off stock or when milling deep, thin slots.
Disadvantages of Down Milling 1. It cannot be used unless the machine has a backlash eliminator and the table jibs have been tightened. 2. It cannot be used for machining castings or hot rolled steel, since the hard outer scale will damage the cutter.
IES - 2007 What is the process of removing metal by a milling cutter which is rotated against the direction of travel of the work piece, called? (a) Down milling (b) Up milling (c) End milling (d) Face milling
IES - 1997 Consider the following statements: In Up milling process, 1. The cutter starts the cut from the machined surface and proceeds upwards. 2. The cutter starts the cut from the top surface and proceeds downwards. 3. The job is fed in a direction opposite to that of cutter rotation. 4. The job is fed in the same direction as that of cutter rotation. Of these statements correct are: (a) 1 and 3 (b) 1 and 4 (c) 2 and 3 (d) 2 and 4
IES 2010 Assertion (A): Climb or down milling operation ensures smoother operation of the machine tool and longer tool life as compared to the conventional up milling operation. Reason (R): In climb or down milling operation, the rotational motion of the cutter as well as the feed motion of the work-piece are in the same direction, and the depth of cut is maximum at the entry point as the cutter engages the workpiece. (a) Both A and R are individually true and R is the correct explanation of A (b) Both A and R are individually true but R is NOT the correct explanation of A (c) A is true but R is false
Classification of milling machines (a)
According to nature of purposes of use: General purpose Single purpose Special purpose (b) According to configuration and motion of the work-holding table / bed Knee type Bed type Planer type Rotary table type
Classification of milling machines (c) According to the orientation of the spindle(s). Plain horizontal knee type Horizontal axis (spindle) and swiveling bed type Vertical spindle type Universal head milling machine (d) According to mechanization / automation and production rate Hand mill (milling machine) Planer and rotary table type vertical axis milling machines Tracer controlled copy milling machine, Milling machines for short thread milling Computer Numerical Controlled (CNC) milling machine
Classifications of milling cutters (a) Profile sharpened cutters – where the geometry of the machined surfaces are not related with the tool shape, viz; i. Slab or plain milling cutter: – straight or helical fluted ii. Side milling cutters – single side or both sided type iii. Slotting cutter iv. Slitting or parting tools v. End milling cutters – with straight or taper shank vi. Face milling cutters.
Classifications of milling cutters (b) Form relieved cutters – where the job profile becomes the replica of the Tool-form, e.g., viz.; i. Form cutters ii. Gear (teeth) milling cutters iii. Spline shaft cutters iv. Tool form cutters v. T-slot cutters vi. Thread milling cutter
Video
Slab or Plain milling cutters
Side and slot milling cutters
Slitting saw or parting tool
End milling cutters or End mills
Face milling cutters
Use of form relieved cutters (milling)
Tool form cutters
T- slot cutter
Gear teeth milling cutters
Spline shaft cutters
Straddle milling
IES – 1995, ISRO-2010 In a milling operation two side milling cutters are mounted with a desired distance between them so that both sides of a work piece can be milled simultaneously. This set up is called. (a) Gang milling (b) Straddle milling (c) String milling (d) Side milling.
Gang milling
IES - 2006 Gang milling is a (a) Milling process for generating hexagonal surfaces (b) Process of cutting gears (c) Process in which two or more cutters are used simultaneously (d) Milling operation combined with turning
IES - 2009 For machining, which one of the following gang milling operations is employed? (a) Threads (b) Bores (c) Grooves (d) Steps on prismatic parts
Turning by rotary tools (milling cutters)
Video
Indexing
Simple or Plain Indexing Plain indexing is the name given to the indexing
method carried out using any of the indexing plates in conjunction with the worm.
Video
Example Indexing 28 divisions
Example Indexing 62 divisions
IES – 2004, ISRO-2011 One brand of milling machine has the following two index plates supplied along with the indexing head: Plate 1: 15, 16, 17, 18, 19, 20 hole circles Plate 2: 21, 23, 27, 29, 31, 33 hole circles It is proposed to mill a spur gear of 28 teeth using simple indexing method. Which one of the following combinations of index plate and number of revolutions is correct? (a) Plate 1: 1 revolution and 9 holes in 18 hole circles (b) Plate 2: 1 revolution and 9 holes in 21 hole circles (c) Plate 2: 1 revolution and 9 holes In 33 hole circles (d) Plate 1: 1 revolution and 9 holes In 15 hole circles
IES - 2000 One of the index plates of a milling machine dividing head has the following hole circles: 15; 16; 17; 18; 19; 20 A gear wheel of 34 teeth has to be milled by simple indexing method. To machine each tooth, the index crank has to be rotated through (a) 17 holes in the 20-hole circle (b) 18 holes in the 20-hole circle (c) 1 revolution and 3 holes in 17-hole circle (d) 1 revolution and 2 holes in 18-hole circle
IAS - 1994 A standard dividing head is equipped with the following index plates 1. Plate with 12, 16, 17, 18, 19, 20 holes circles 2. Plate with 21, 23, 27, 29, 31, 33 holes circles 3. Plate with 37, 39, 41,43,47,49 holes circles For obtaining 24 divisions on a work piece by simple indexing (a) Hole plate 2 alone can be used (b) Hole plates 1 and 2 can be used (c) Hole plates 1 and 3 can be used (d) Any of the three hole plates can be used
Milling Velocity The cutting speed in milling is the surface
speed of the milling cutter.
DN V 1000
Milling Time L 2 A fZN
Time for one = Approach
2
D D A d distance, 2 2
minutes 2
d D d
Example A C50 steel flat surface of dimensions 100 mm 250 mm is to be produced on a horizontal axis milling machine. An HSS slab mill with a 100 mm diameter and 150 mm width is to be used for the purpose. The milling cutter has 8 teeth. Calculate the machining time assuming that entire stock can be removed in one depth of 2 mm. Given, Feed, f = 0.13 mm/tooth, Cutting speed, V = 20 m/min.
MRR in Milling Considering the parameters defined in the discussion of speeds and feeds, etc, the MRR is given below, Where,
w d F MRR =
where, w = width of cut, d = depth of cut
Video
Some Formulae for Milling 2f Maximum uncut chip thickness (t max ) NZ f Average uncut chip thickness (t a vg ) NZ
d D
d D 2 f Peak to valley surface roughness (h max ) 4 DN 2 Z 2
GATE – 2012 (PI) Common Data S1 Data for a plain milling operation are given below. Length of workpiece 200 mm Cutter diameter 100 mm No. of teeth 4 Cutter speed 100 rpm Feed 200 mm/min Depth of cut 2 mm Total clearance (entry and exit) 5 mm Mean undeformed chip thickness (in microns) is (a) 142 (b) 100 (c) 71 (d) 50
GATE – 2012 (PI) Common Data S2 Data for a plain milling operation are given below. Length of workpiece 200 mm Cutter diameter 100 mm No. of teeth 4 Cutter speed 100 rpm Feed 200 mm/min Depth of cut 2 mm Total clearance (entry and exit) 5 mm Machining time for a single (in seconds) is (a) 60 (b) 66 (c) 126 (d) 150
IES - 2012 Statement (I): Vibrations in milling are induced due to interrupted cutting operation. Statement (II):Vibrations can be suppressed to a large extent by using equal spacing of teeth along the periphery of the cutters. (a) Both Statement (I) and Statement (II) are individually true and Statement (II) is the correct explanation of Statement (I) (b) Both Statement (I) and Statement (II) are individually true but Statement (II) is not the correct explanation of Statement (I) (c) Statement (I) is true but Statement (II) is false (d) Statement (I) is false but Statement (II) is true
Ch-7: Milling Q No
Option
Q. No
Option
1
B
7
D
2
B
8
D
3
D
9
A
4
A
10
D
5
C
11
C
6
D
12
D
Video
Milling Milling machines of various types are widely used for the following purposes using proper cutting tools called milling cutters: Flat surface in vertical, horizontal and inclined planes Making slots or ribs of various sections Slitting or parting Often producing surfaces of revolution Making helical grooves like flutes of the drills Long thread milling on large lead screws, power screws, worms etc and short thread milling for small size fastening screws, bolts etc.
Milling 2-D contouring like cam profiles, clutches etc and
3-D contouring like die or mould cavities Cutting teeth in piece or batch production of spur
gears, straight toothed bevel gears, worm wheels, sprockets, clutches etc. Producing
some salient features like grooves,
flutes, gushing and profiles in various cutting tools, e.g., drills, taps, reamers, hobs, gear shaping cutters etc.
Up milling and down milling
Video-1: Down mill ing Video-2: down mill ing
Up milling and down milling In down milling, though the cut starts with a full
chip thickness, the cut gradually reduces to zero. This helps in eliminating the feed marks present in the case of up milling and consequently better surface finish. Climb milling also allows greater feeds per tooth and longer cutting life between regrinds than the conventional milling. Up milling needs stronger holding of the job and down milling needs backlash free screw-nut systems for feeding.
Advantages of Down Milling 1. Suited to machine thin and hard-to-hold parts since the workpiece is forced against the table or holding device by the cutter. 2. Work need not be clamped as tightly. 3. Consistent parallelism and size may be maintained, particularly on thin parts. 4. It may be used where breakout at the edge of the workpiece could not be tolerated. 5. It requires upto 20% less power to cut by this method. 6. It may be used when cutting off stock or when milling deep, thin slots.
Disadvantages of Down Milling 1. It cannot be used unless the machine has a backlash eliminator and the table jibs have been tightened. 2. It cannot be used for machining castings or hot rolled steel, since the hard outer scale will damage the cutter.
IES - 2007 What is the process of removing metal by a milling cutter which is rotated against the direction of travel of the work piece, called? (a) Down milling (b) Up milling (c) End milling (d) Face milling
IES - 1997 Consider the following statements: In Up milling process, 1. The cutter starts the cut from the machined surface and proceeds upwards. 2. The cutter starts the cut from the top surface and proceeds downwards. 3. The job is fed in a direction opposite to that of cutter rotation. 4. The job is fed in the same direction as that of cutter rotation. Of these statements correct are: (a) 1 and 3 (b) 1 and 4 (c) 2 and 3 (d) 2 and 4
IES 2010 Assertion (A): Climb or down milling operation ensures smoother operation of the machine tool and longer tool life as compared to the conventional up milling operation. Reason (R): In climb or down milling operation, the rotational motion of the cutter as well as the feed motion of the work-piece are in the same direction, and the depth of cut is maximum at the entry point as the cutter engages the workpiece. (a) Both A and R are individually true and R is the correct explanation of A (b) Both A and R are individually true but R is NOT the correct explanation of A (c) A is true but R is false
Classification of milling machines (a)
According to nature of purposes of use: General purpose Single purpose Special purpose (b) According to configuration and motion of the work-holding table / bed Knee type Bed type Planer type Rotary table type
Classification of milling machines (c) According to the orientation of the spindle(s). Plain horizontal knee type Horizontal axis (spindle) and swiveling bed type Vertical spindle type Universal head milling machine (d) According to mechanization / automation and production rate Hand mill (milling machine) Planer and rotary table type vertical axis milling machines Tracer controlled copy milling machine, Milling machines for short thread milling Computer Numerical Controlled (CNC) milling machine
Classifications of milling cutters (a) Profile sharpened cutters – where the geometry of the machined surfaces are not related with the tool shape, viz; i. Slab or plain milling cutter: – straight or helical fluted ii. Side milling cutters – single side or both sided type iii. Slotting cutter iv. Slitting or parting tools v. End milling cutters – with straight or taper shank vi. Face milling cutters.
Classifications of milling cutters (b) Form relieved cutters – where the job profile becomes the replica of the Tool-form, e.g., viz.; i. Form cutters ii. Gear (teeth) milling cutters iii. Spline shaft cutters iv. Tool form cutters v. T-slot cutters vi. Thread milling cutter
Video
Slab or Plain milling cutters
Side and slot milling cutters
Slitting saw or parting tool
End milling cutters or End mills
Face milling cutters
Use of form relieved cutters (milling)
Tool form cutters
T- slot cutter
Gear teeth milling cutters
Spline shaft cutters
Straddle milling
IES – 1995, ISRO-2010 In a milling operation two side milling cutters are mounted with a desired distance between them so that both sides of a work piece can be milled simultaneously. This set up is called. (a) Gang milling (b) Straddle milling (c) String milling (d) Side milling.
Gang milling
IES - 2006 Gang milling is a (a) Milling process for generating hexagonal surfaces (b) Process of cutting gears (c) Process in which two or more cutters are used simultaneously (d) Milling operation combined with turning
IES - 2009 For machining, which one of the following gang milling operations is employed? (a) Threads (b) Bores (c) Grooves (d) Steps on prismatic parts
Turning by rotary tools (milling cutters)
Video
Indexing
Simple or Plain Indexing Plain indexing is the name given to the indexing
method carried out using any of the indexing plates in conjunction with the worm.
Video
Example Indexing 28 divisions
Example Indexing 62 divisions
IES – 2004, ISRO-2011 One brand of milling machine has the following two index plates supplied along with the indexing head: Plate 1: 15, 16, 17, 18, 19, 20 hole circles Plate 2: 21, 23, 27, 29, 31, 33 hole circles It is proposed to mill a spur gear of 28 teeth using simple indexing method. Which one of the following combinations of index plate and number of revolutions is correct? (a) Plate 1: 1 revolution and 9 holes in 18 hole circles (b) Plate 2: 1 revolution and 9 holes in 21 hole circles (c) Plate 2: 1 revolution and 9 holes In 33 hole circles (d) Plate 1: 1 revolution and 9 holes In 15 hole circles
IES - 2000 One of the index plates of a milling machine dividing head has the following hole circles: 15; 16; 17; 18; 19; 20 A gear wheel of 34 teeth has to be milled by simple indexing method. To machine each tooth, the index crank has to be rotated through (a) 17 holes in the 20-hole circle (b) 18 holes in the 20-hole circle (c) 1 revolution and 3 holes in 17-hole circle (d) 1 revolution and 2 holes in 18-hole circle
IAS - 1994 A standard dividing head is equipped with the following index plates 1. Plate with 12, 16, 17, 18, 19, 20 holes circles 2. Plate with 21, 23, 27, 29, 31, 33 holes circles 3. Plate with 37, 39, 41,43,47,49 holes circles For obtaining 24 divisions on a work piece by simple indexing (a) Hole plate 2 alone can be used (b) Hole plates 1 and 2 can be used (c) Hole plates 1 and 3 can be used (d) Any of the three hole plates can be used
Milling Velocity The cutting speed in milling is the surface
speed of the milling cutter.
DN V 1000
Milling Time L 2 A fZN
Time for one = Approach
2
D D A d distance, 2 2
minutes 2
d D d
Example A C50 steel flat surface of dimensions 100 mm 250 mm is to be produced on a horizontal axis milling machine. An HSS slab mill with a 100 mm diameter and 150 mm width is to be used for the purpose. The milling cutter has 8 teeth. Calculate the machining time assuming that entire stock can be removed in one depth of 2 mm. Given, Feed, f = 0.13 mm/tooth, Cutting speed, V = 20 m/min.
MRR in Milling Considering the parameters defined in the discussion of speeds and feeds, etc, the MRR is given below, Where,
w d F MRR =
where, w = width of cut, d = depth of cut
Video
Some Formulae for Milling 2f Maximum uncut chip thickness (t max ) NZ f Average uncut chip thickness (t a vg ) NZ
d D
d D 2 f Peak to valley surface roughness (h max ) 4 DN 2 Z 2
GATE – 2012 (PI) Common Data S1 Data for a plain milling operation are given below. Length of workpiece 200 mm Cutter diameter 100 mm No. of teeth 4 Cutter speed 100 rpm Feed 200 mm/min Depth of cut 2 mm Total clearance (entry and exit) 5 mm Mean undeformed chip thickness (in microns) is (a) 142 (b) 100 (c) 71 (d) 50
GATE – 2012 (PI) Common Data S2 Data for a plain milling operation are given below. Length of workpiece 200 mm Cutter diameter 100 mm No. of teeth 4 Cutter speed 100 rpm Feed 200 mm/min Depth of cut 2 mm Total clearance (entry and exit) 5 mm Machining time for a single (in seconds) is (a) 60 (b) 66 (c) 126 (d) 150
IES - 2012 Statement (I): Vibrations in milling are induced due to interrupted cutting operation. Statement (II):Vibrations can be suppressed to a large extent by using equal spacing of teeth along the periphery of the cutters. (a) Both Statement (I) and Statement (II) are individually true and Statement (II) is the correct explanation of Statement (I) (b) Both Statement (I) and Statement (II) are individually true but Statement (II) is not the correct explanation of Statement (I) (c) Statement (I) is true but Statement (II) is false (d) Statement (I) is false but Statement (II) is true
Ch-7: Milling Q No
Option
Q. No
Option
1
B
7
D
2
B
8
D
3
D
9
A
4
A
10
D
5
C
11
C
6
D
12
D
Related Documents 171j1w

Ch 7 Milling 2x6b72
April 2022 0
Ch 7 Review Key 5f42p
November 2019 66
Physics Ch 7 1n174w
December 2019 49
Creswell Ch 7 Pp 62555r
March 2021 0
Excel Ch 7 Rubric 104k1n
November 2019 13
Exercise Solutions Ch.7 3t3d2o
December 2019 51More Documents from "Virender Rawal" 2o6te
Ch 7 Milling 2x6b72
April 2022 0
Hdb Company List.xlsx 3x6l7
November 2022 0
Concise Inorganic Chemistry (4th Edition) By J.d.lee.pdf 2m5646
November 2019 393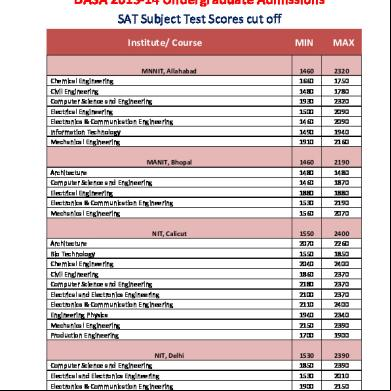
Dasa 2013 Sat Cut Off List 5i6o6n
December 2021 0
Delta Airlines Case Study 5t2q4j
October 2019 39